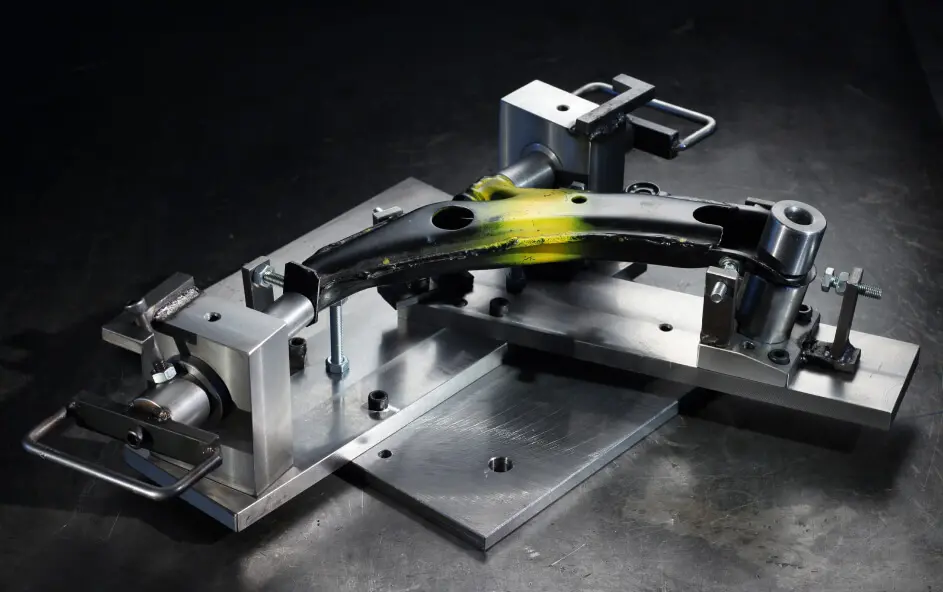
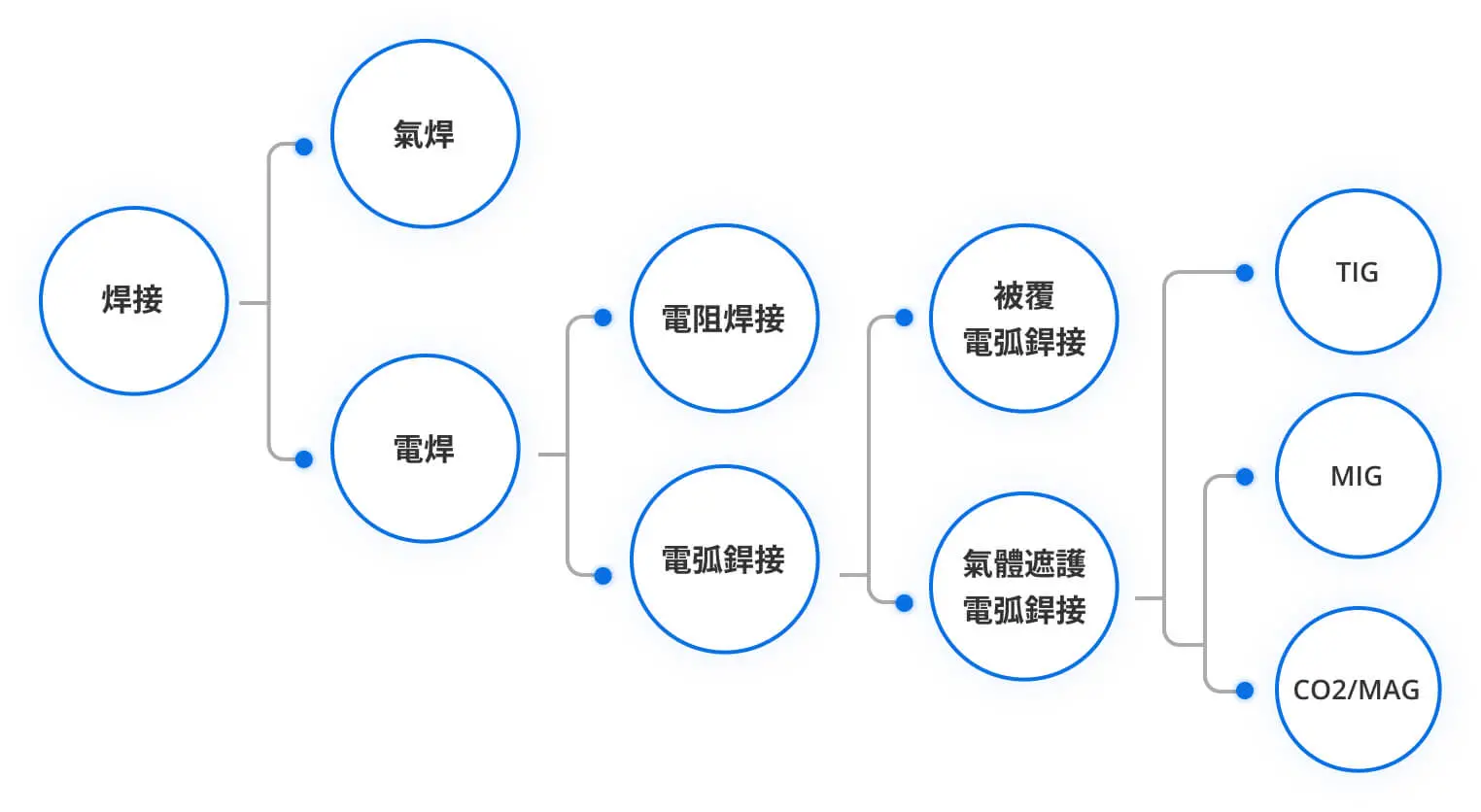
橡膠射出 完美的接合,創造無可撼動的強度 以平整的焊道與細緻的表面,帶您領略無瑕的工藝 我們的服務範圍涵蓋了全方位的OEM生產,這當中也包含焊接服務。 昌旺在CO2焊接裡有豐富的經驗,再搭配上機械手臂形成的全自動化焊接製程。 使我們以平整的焊道與細緻的表面為傲。 我們服務過的領域包含了汽車製造、醫療製造及電子製造業。 T.G.Q不只是滿足於符合行業標準,而是持續挑戰自我。 作為獲得ISO 9001和ISO 14001認證的企業,我們已“Reliable Parts, Reliable People”作為經營哲學。 利用最先進的日本自動機器手臂,確保我們製造的每個定制產品均超越最高的品質標準。 此外,也能根據用途選擇最佳焊接方法提升生產效率與品質穩定性,藉此為我們寶貴的客戶提供無與倫比的滿意度。我們的團隊可以幫助您完成一次性的傳案項目,或使用以下材料為您設計出一套量身訂製的焊接方法, 盡全力滿足你的需求。 焊接 要想將兩個單獨的物體接合有許多種方法,例如焊接、螺絲、接著劑等,各有利弊。 焊接指的是透過高溫加熱溶化後再接合成一體的方法,就結構上是可靠度最強大的接合方法。 焊接種類 如要快速的了解焊接方法,我們可以參考下圖的簡易分類表: 電弧焊接的工作原理相同打雷現象,利用電位差來產生強烈的火花放電,生成高於3000攝氏度的極高溫度和強烈亮光。 透過此一方式穩定產生出的熱能,融化母材和焊條並接合。 電弧銲接又能分為被覆電弧熔接與與氣體遮護熔接,前者雖然機械成本較低但因作業時產生的強光和氣體會導致視線變差,難以精確判斷焊接點,也會影響焊條的穩定度進而讓品質下降。 為避免此一情況出現,便有了氣體遮護熔接的出現。 氣體遮護熔接又能分為三種「TIG」、「MIG」、「CO2/MAG」。 以工作效率及操作容易性而言TIG表現較為凸出。然而MIG的短版在於薄板熔接,最低厚度要求為3mm。 至於「MIG」與「MAG」的差別我們可以從英文來了解。 Metal Inert Gas(MIG)、Metal Active Gas,兩者的差異在於使用的遮護氣體不同, 前者為惰性氣體、 後者為CO2 混合氣體。 優勢 MAG的優點 成本表現優於MIG 熔接速度快 電弧集中性加 母材穿透力深 不純物榮渣少 電流穩定,品質穩定 有效防止生鏽 缺點 作業時產生的強光 飛濺物較多 MAG的上述的缺點,T.G.Q利用自動化機械電焊手臂進行應對,我們專業的焊接能力使我們能夠在各個領域面對各種要求。 MAG的上述的缺點,T.G.Q利用自動化機械電焊手臂進行應對,我們專業的焊接能力使我們能夠在各個領域面對各種要求。 或「外觀」要求如家電外殼、家飾擺設等,都能從容應對。 專精材料 材質號碼 JIS/SAE No. 材料類別 材質中文名稱 硬度 (HRB) 抗拉強度(N/mm2) 延伸率 SPHC JIS G 3131 板材 熱軋鋼板 55~70 270 29% SAPH440 JIS G 3113 板材 熱軋鋼張力鋼板(黑板) 75~90 440 32% S50C JIS G 4051 板材 機械構造用中碳鋼 179~235 608 18% 設備名稱 設備名稱 規格(噸) 數量(台) 日本OTC 自動化CO 2焊接機械手臂 4 條 產能 最小批量:100~1000pcs 最大產能:10,000~100,000pcs每月 我們能在不同零組件及不同尺寸的需求給出最完善的加工建議。 經驗豐富的團隊,將邀請您一起與我們參與零件的設計及修改,以滿足您的需求,並同時控制預算。 為確保顧客的權益及體驗,任何形式的加工服務在T.G.Q裡都是以專案方式執行。 因此,您可以放心的透過我們協助您達成目標。 聯絡我們 立即詢價